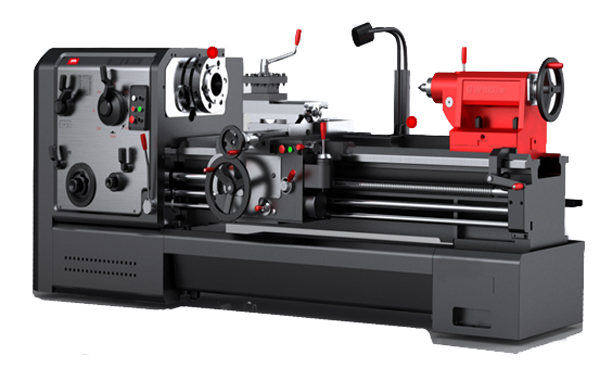
CDE6140
车床价格和大连一车CDE6140卧式车床前缘倒角的受力状态。CDE6140车床砂轮修成台阶状或前缘倒角能改善砂轮的受力状态,大连一车CDE6140卧式车床可使磨削精度稳定地达到公差等级IT7级,大连一车CDE6140卧式车床表面粗糙度为Ra0.63um左右,同时,这也影响了CDE6140车床价格。大连一车CDE6140卧式车床背吃刀量大,纵向进给量小 大连一车CDE6140卧式车床深切缓进磨削时背吃刀量可达0.2~0.6mm,大连一车CDE6140卧式车床纵向进给量小,CDE6140车床f=(0.08~0.15)B,同时,这也影响了CDE6140车床价格。大连一车CDE6140卧式车床且纵向行程缓慢,大连一车CDE6140卧式车床因此适于磨削加工余量大、大连一车CDE6140卧式车床刚性好的工件,同时,这也影响了CDE6140车床价格。大连一车CDE6140卧式车床深切缓进磨削法应注意以下事项:(1)大连一车CDE6140卧式车床磨床应具有较大的功率、较好的刚度;(2)大连一车CDE6140卧式车床磨削时,要锁座套筒,大连一车CDE
6140卧式车床防止工件脱落,同时,这也影响了CDE6140车床价格。(3)CDE6140车床磨削时要注意充分的冷却。大连一车CDE6140卧式车床以上四种磨削方法,无论采用哪种,大连一车
CDE6140卧式车床选取磨削用量的原则都是粗磨时以提高生产率为主,同时,这也影响了CDE6140车床价格。大连一车CDE6140卧式车床精磨时以保证精度和表面粗糙度为主。因此,
大连一车CDE6140卧式车床粗磨时可选较大的背吃刀量,较高的工件转速,CDE6140车床较大的纵向进给量,而且要选择粒度大,同时,这也影响了CDE6140车床价格。大连一车CDE6140卧式车床硬度软、大连一车CDE6140卧式车床组织松的砂轮。但切入磨削则不能用太软的砂轮。大连一车CDE6140卧式车床精磨时,应选取较小的背吃刀量、CDE6140车床较慢的工件转速和较小的纵向进给量,同时,这也影响了
CDE6140车床价格。
另外,CDE6140车床砂轮的粒度要小,大连一车CDE6140卧式车床硬度要适当提高,组织要相应紧密些,同时,这也影响了CDE6140车床价格。在特殊情况下,磨削用量要视具体情况选用。大连一车CDE6140卧式车床如磨削刚性好的工件时,可进一步加大背吃刀量和纵向进给量;大连一车CDE6140卧式车床磨削刚性差的细长轴或薄壁件则应相反,同时,这也影响了CDE6140车床价格。工件材料硬、导热性差,则背吃刀量应减小,而大连一车CDE6140卧式车床纵向进给量可大些;容易烧伤的工件,CDE6140车床为缩短砂轮与工件接触时间,加速散热,大连一车CDE6140卧式车床应加大纵向进给量和工件速度。工件上轴肩的形状,a、b为退刀槽的轴肩,大连一车CDE6140卧式车床一般用于端面对外圆轴线有垂直度要求的零件;5-4-6c为带圆角的轴肩,CDE6140车床常用于强度要求较高的零件,同时,这也影响了CDE6140车床价格。